7月,省交通集团在建工程——宁波舟山港主通道项目品质工程建设再获官方认证,获得全省交通建设工程项目质量安全综合检查第一名的殊荣,实现“三连冠”。
荣誉见证着实力,更承载着品质。
三连冠的背后,是主通道项目对于品质工程的坚守,是主通道项目将“桥梁建造”变为“桥梁智造”,新时代桥梁工业化建设的一次有力实践。
2018年2月,主通道项目作为浙江省交通领域在建工程的唯一代表,入选交通运输部品质工程攻关行动试点项目,开展桥梁预制构件质量提升攻关行动。。
随着品质攻关行动的不断深入,理念不断完善,主通道项目通过工程工业化理念,27个月完成鱼山大桥建设;通过工厂化生产,实现梁板制作的毫米级精度控制,提升桥梁品质;通过开展标准化施工,聚焦一线班组,打造产业工人。
建造百年品质大桥,打造一流建设品牌。主通道项目正引领着全国桥梁预制构件质量提升,为我国“平安百年品质工程”建设做着有益的尝试和引领。
品质理念:27个月建成大桥 “变海为陆”快速化施工变为现实
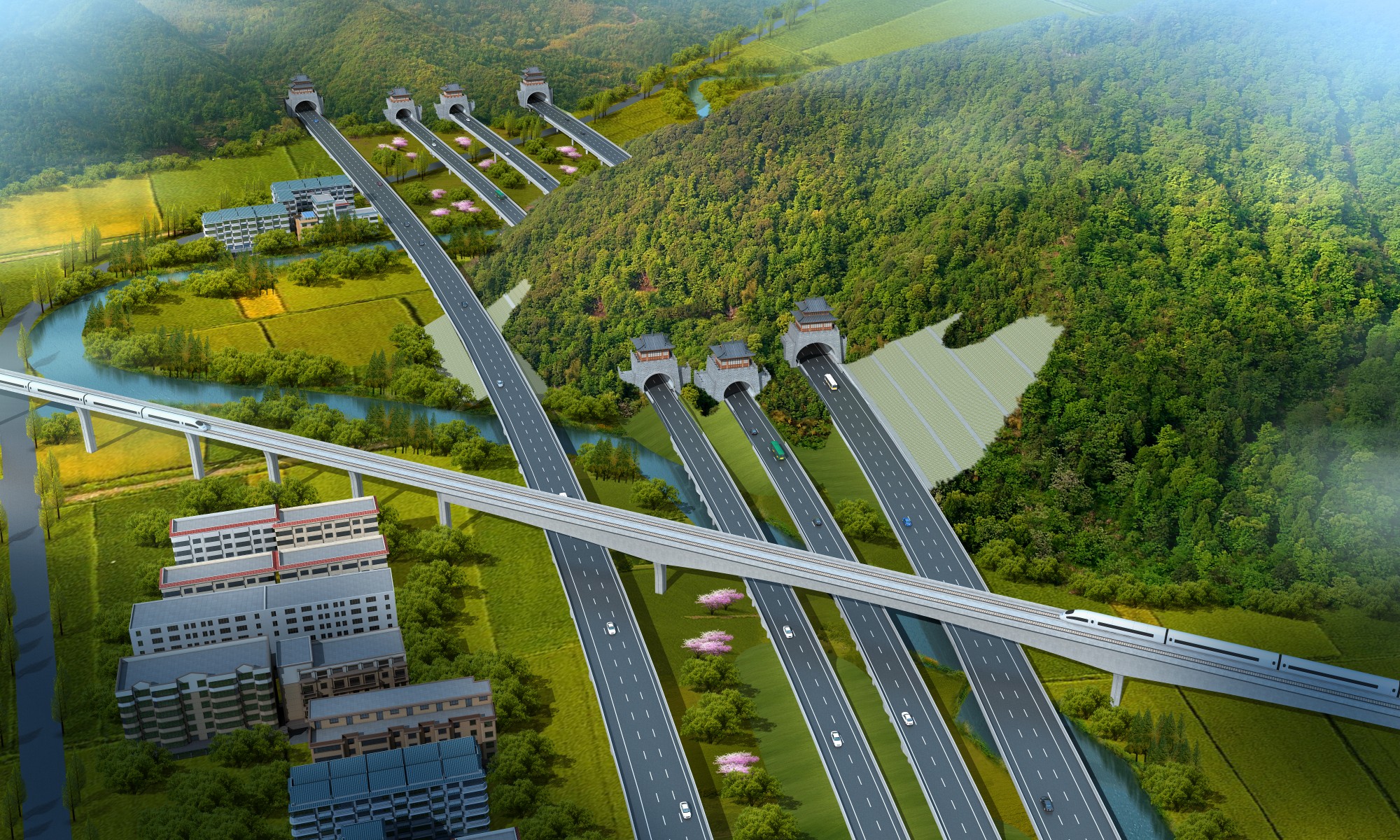
海上有效作业天数一年不足200天;洋流湍急,最大流速可达2.8米/每秒;海底管线密布;穿越舟山传统水产养殖区域,施工环境保护十分严格……这就是主通道项目在施工时所面临的现状,要在灰鳖洋上建桥,可谓“难于上青天”。
如何破解难题,短时间内“让天堑变通途”?
“工程工业化。”主通道项目工程部负责人李勇用一个词语概括。
看起来简单的5个字,它包括了设计、管理、创新、质量、安全、环保等各个方面,更要贯穿项目的建设周期,做起来是一项庞大的工程。
比如,鱼山大桥工期只有27个月,还包含了3个月的施工准备期,加上海上作业环境,实际有效作业不超过400天,这样紧张的工期在国内大桥历时上也从未有过。
为此,在项目建设初期,主通道项目指挥部在调研和学习借鉴港珠澳大桥、杭州湾大桥等诸多跨海工程成功经验基础,总结乐清湾大桥建设积累的先进项目管理经验。项目指挥部在项目建设的筹划阶段便从顶层设计转变思路,打破传统交通工程建设模式,以“品质工程”理念引领,全面开展工程工业化建设,进行装配化施工,实行“三减少”原则,即:减少海上作业工序、减少海上作业时间、减少海上作业人数。全面推行桥梁构件标准化设计,提升设计品质。
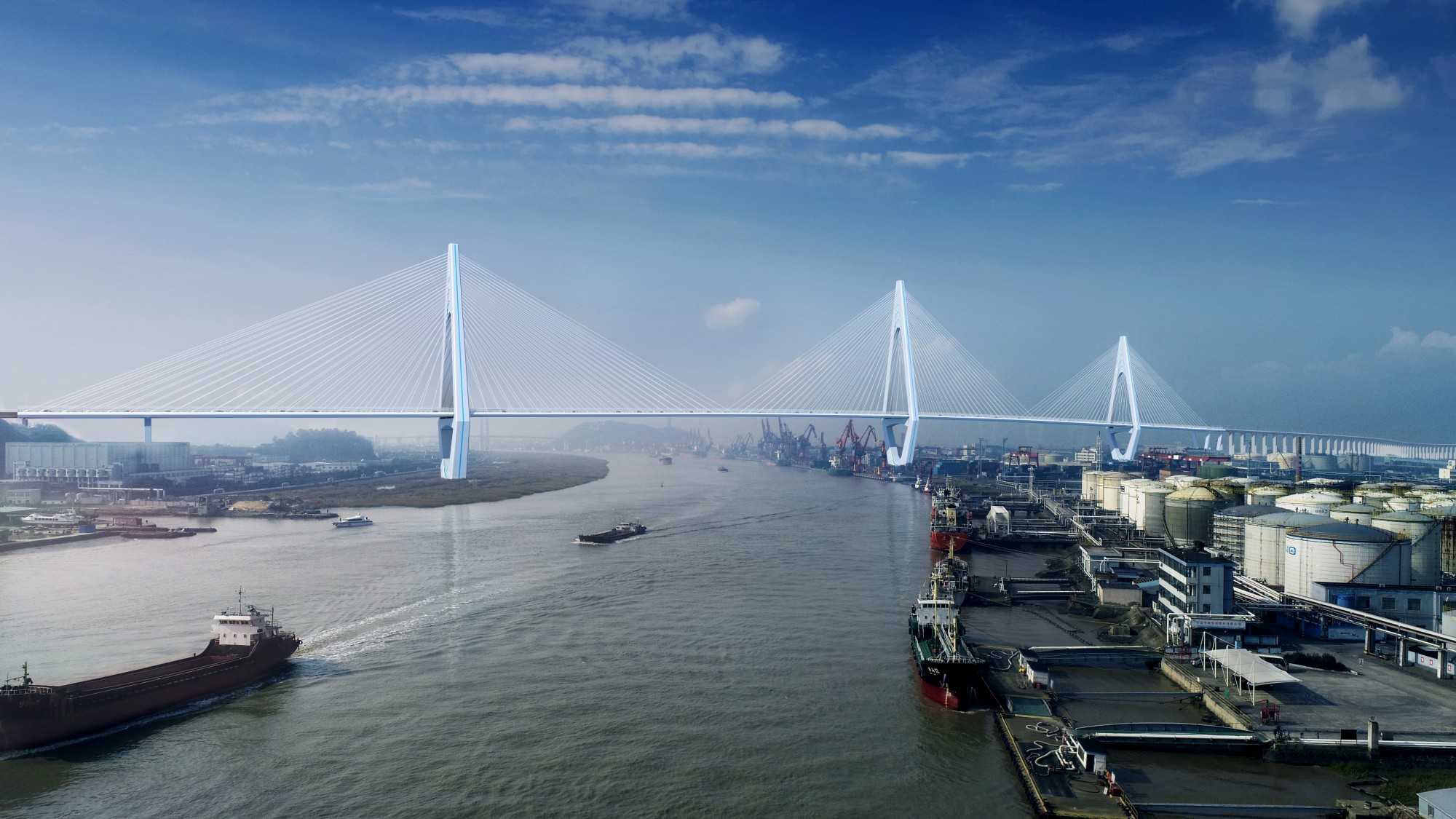
“2019年1月9日,评审通过《品质工程桥梁预制构件质量提升技术和管理指南大纲》,大纲中明确指出工业化水平成为品质攻关的关键。”李勇介绍道:“主通道项目整体装配化率将达到90%,工业化指标位居国内跨海桥梁工程前列,可媲美世界先进桥梁。”
值得一提的是,鱼山大桥采用基于工程工业化2.0的快速施工技术,实现了27个月完成建设的目标,于2018年12月26日顺利通过验收,是主通道项目开展品质攻关行动的成果之一。
品质实践:从“制造”到“智造”,工厂化生产,提升的是梁板关键品质
海上施工远比陆上施工困难许多。因此,如何将“海上的工作放到陆地上,野外的工作请到车间里”,工厂化生产,成为了摆在项目面前的一项重要课题。
伴随着工业化生产发展理念的指引,主通道项目在规划筹谋阶段就考虑了集中预制生产的模式,把桥梁建设中的构件集中到生产线上进行集中生产。如舟岱大桥,指挥部按照分类集中预制的原则,设立了马目、长白、金塘3个预制厂。实行“规模化、集约化、专业化”的集中预制、生产模式,提高桥梁建设工业化水平。
此外,采用模块化预制安装新工艺也是主通道项目提升桥梁工业化水平主要举措之一。在舟岱大桥,海上平台搭设首次采用了“深水海域钻孔平台大型模块化预制安装”施工工艺,采用“岸上组拼、海上吊装”的施工方案。通过平行流水作业方式,如按照传统施工工艺单个平台施工周期需80天,而采用模块化预制安装新工艺后施工为45天,节约工期达35天。
开展桥梁预制构件质量提升,具体要怎么做?
2018年4月,浙江、江苏、江西、贵州,四省联动,编制了《桥梁预制构件质量提升攻关行动方案(初稿)》,重点攻关解决桥梁预制构件关键工序质量控制问题。
“机器换人”打造高端“智造业”,成为主通道项目破解桥梁预制构件关键工序质量控制问题的关键。
据了解,主通道项目钢材的使用量达80万吨,相当于7个鸟巢体育场的用钢总量。如此庞大的钢材运用到桥梁建设中,其焊接工作量大,管理难度也大。为此引入自动化钢筋弯曲、剪切机,焊接机器人等设备,实现钢筋剪切、弯曲、焊接等多条全自动生产线。
不仅如此,主通道项目的针对钢箱梁制作,首创的U肋内焊机器人使用于钢箱梁的焊接;在钢箱梁涂装领域又首次计划引进天车式喷砂机器人、可移动挂壁式喷砂涂装机器人、AGV往复式喷涂机器人,实现通过电脑控制就可以完成钢箱梁外表面的打砂、喷涂智能化作业。
主通道项目连续3年获得浙江省交通建设工程质量、安全综合检查第一名,“工厂化生产”的深入运用可谓功不可没。
品质提升:放好每一颗螺丝,品质《指南》颁布,让标准化更深入人心
在浙江省牵头编制的《品质工程桥梁预制构件质量提升技术和管理指南》初稿、意见稿以及送审稿中,都标注了一句话:“提出工厂化管理要求,要求参建各方全力推行班组规范化管理,提出班组规范化的具体要求,明确班组首件制等内容……”
如果说工厂化生产是品质工程的“根基”,那么工厂化管理、标准化施工就是主通道项目打造品质工程的“灵魂”,是品质攻关行动的“最后一公里”
走在正紧锣密鼓施工中的主通道项目现场,最令人感到惊讶的是没有一般施工场所的“乱”,还处处透着标准化的“精”。
大到场站建设,小到一颗螺丝的摆放,在主通道项目均有“标准”可寻。比如在该项目的钻孔平台工点,钻机、空压机、钻杆、泥浆循环系统、小型机具、履带吊等设备都设置了专门的摆放位置,再结合通道标准化设置人员、吊机的行走路线,施工的工点做到了车间化、工厂化的布置。
“为了破解以往‘低、小、散’传统工艺潜在的质量、安全隐患,指挥部从工业建造理念入手,实施标准工厂化生产、工点工厂化,不仅让施工现场变得整洁干净,工作效率也随之提高。”李勇介绍道。“同时通道标准化、标志标牌标准化、安全提示标准化等工作也在主通道同步进行。”
有了场地支撑,主通道项目在工厂化覆盖率上也实现了4个100%:全线混凝土拌和实现了统一供应,集中拌和,工厂化覆盖率100%;混凝土预制构件工厂化覆盖率100%;现浇墩柱钢筋成品工厂化覆盖率100%;其他钢筋半成品加工工厂化覆盖率100%。
比起“硬件标准化”建设,主通道项目指挥部更加关注的是“班组作业标准化”的深入。
据悉,主通道项目指挥部将施工管理和考核落脚点聚焦至一线班组,实施班组作业标准化管理模式,指挥部和监理办、项目部共同对全线施工点按班组进行网格化划分,建立了指挥部-监理办-项目部-工区-班组与项目部-分部-工点-班组的管理体系,并通过“首件认可制”与“清退制”、班组6步走与“6S”管理等对班组作业进行专项管理。
李勇表示,通过推进班组标准化与项目建设的深度融合,使班组从现场被管理者变成了管理者,使民工逐渐转变为了产业工人。